|
Eine vollkommen ebene Fläche wird erzielt durch:
- sicheres und verzugsfreies Spannen des Werkstücks
- richtige Schleifkörperwahl entsprechend den Spanungseigenschaften des Werkstoffs
- einen schwingungs- und schlagfreien Lauf sowie fachgerecht abgerichteten Schleifkörper
- Unterteilung des Arbeitsgangs in Vor- und Fertigschleifen
- ausreichende Kühlung des Werkstücks.
Das sichere und verzugsfreie Spannen des Werkstücks ist insbesondere erforderlich, da die Vorbearbeitung flachzuschleifender Werkstücke zumeist durch Fräsen oder Hobeln erfolgte und die Werkstücke vor dem Schleifen oftmals noch gehärtet werden. Die Flächen solcher Werkstücke, vor allem bei dünnen Werkstücken, sind dann zumeist uneben, oder auch das gesamte Werkstück ist verzogen.
Schleiffehler und deren Ursachen beim Flachschleifen
Werkstückverzug
zu hohe Schleifgeschwindigkeit, zu große Zustellung, unzureichende Kühlung
Netz- und/oder Haarrisse
zu hohe Schleifgeschwindigkeit (Risse auf der Werkstückoberfläche können auch durch Warmbehandlung der Werkstücke vor dem Schleifen - Härten, Anlassen - verursacht worden sein)
Schräge oder/und unparallele Schleifflächen auf Werkstücken
fehlerhafte, labile Aufspannung des Werkstücks, zu weicher oder zu feinkörniger Schleifkörper oder bei des, unsachgemäß abgerichteter Schleifkörper
Ungenügende Schleifgüte, Kommabildung
zu weicher oder zu großer Schleifkörper oder beides, Schleifkörper zu grob abgerichtet. Kühlmittel stark verschmutzt, ungenügende Ausfeuern
Brandflecke, Schleifrisse, verbunden mit Härteverlust
Tischgeschwindigkeit zu gering , Schleifkörper zu Hart/oder zu fein Schleifkörper hat abgestumpfte oder/ und verschmierte Arbeitsfläche, Zustellung zu groß, mangelhafte Führung
Rattermarken auf der Werkstückoberfläche
Schleifspindellagerung nicht einwandfrei, unzureichende Schmierung der Schleifspindel, Maschine steht nicht erschütterungsfrei, Werkstückspannung zu locker, Wuchtfehler des Schleifkörpers, Schleifkörper zu locker eingespannt, Schleifkörper läuft nicht rund
Die Werkstücke kippeln auf der Magnetspannplatte und werden bei Wirkung der Magnetspannkraft durchwölbt. Auch das sorgfältige Schleifen so verformter Werkstücke führt nicht zum gewünschten Schleifergebnis.
Beim Abspannen von der Magnetspannplatte federn die Werkstücke in ihre alte Lage zurück, die geschliffenen Flächen sind erneut uneben (hohl oder ballig). Das Durchwölben ist durch feinfühliges Unterlegen bzw. Unterschieben von Papier/ oder Metallstreifen zu verhindern. Die Stärke ist so zu wählen, dass die zwischen Magnetspannplattenoberfläche und Werkstück vorhandenen Luftspalte ausgeglichen werden, jedoch das Werkstück dabei keinesfalls angehoben wird.
Ein schwingungs- und schlagfreier Lauf sowie fachgerecht abgerichtete Schleifkörper sind insbesondere erforderlich, da ein unrund rotierender Schleifkörper" Wuchtfehler im Schleifkörper und zu großes Spiel in der Schleifspindellagerung zu Schwingungen in der Maschine führen, die sich beim Schleifen auf die Werkstückoberfläche übertragen. Es entständen regelmäßig verteilte Markierungen (Rattermarken), die die vollkommene Ebenheit der Fläche ausschließen. Ebenso negativ wirken sich äußere Erschütterungen der Maschine (z. B. durch Fahrzeugverkehr im Arbeitsraum oder stoßartige Bewegungen anderer Maschinen) auf das Schleifergebnis aus.
Das Unterteilen des Arbeitsgangs in Vor- und Fertigschleifen verkürzt den Schleifprozess. Das Vorschleifen dient dem Ziel, die Fläche rasch Sauberzuschleifen (großer Tischquervorschub: etwa 2/3 bis 4/5 Schleifkörperbreite, Spantiefe etwa 0,03 mm). Durch Fertigschleifen und abschließendes Ausfeuern ist die Ebenheit der Fläche herzustellen (kleiner Tischquervorschub: etwa 1/10 bis 1/4 Schleifkörperbreite, Spantiefe etwa 0,003 mm). Das Ausfeuern erfolgt ohne weitere Zustellung. Dadurch kann sich das System "Maschine-Schleifkörper-Werkstück" entspannen, d.h., die durch die Schnittkraft aufgetretene elastische Verformung wird restlos abgebaut. Beim Ausfeuern ist auf das Schleifgeräusch zu ,achten. Bei unterbrochenem Schleifgeräusch ist die Fläche noch uneben. Von Fall zu Fall muß nochmals im Wechsel fein zugestellt und aus gefeuert werden. bis ein gleichmäßiges Schleifgeräusch zu hören ist.
Eine ausreichende Kühlung des Werkstücks wird insbesondere erforderlich, da beim Flachschleifen die Berührungsfläche zwischen Schleifkörper und Werkstück relativ groß ist und dadurch eine gesteigerte Wärmeentwicklung bedingt ist die zu Schleifrissbildung und bei dünnen Werkstücken zu Wärmeverzug führen kann. Die entstehende Wärme ist deshalb durch reichliche Zufuhr von Kühlflüssigkeit auf die Berührungsfläche zwischen Schleifkörper und Werkstück abzuleiten.
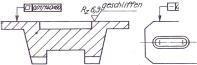
Beim Sauber- und Ebenschleifen von Flächen ist die Maßhaltigkeit des Werkstücks meist von untergeordneter bzw. geringfügiger Bedeutung. Es genügt deshalb ein visuelles Zustellen des Schleifkörpers. Das Prüfen der Ebenheit muss mit großer Sorgfalt erfolgen. Allgemein wird mit Haarlineal nach dem Lichtspaltverfahren geprüft wobei die Abweichung von der geraden Messschneide des Haarlineals geschätzt wird. Mit bloßem Auge sind noch etwa 0,01 mm feststellbar, Bei höchsten Genauigkeitsanforderungen muss die geschliffene Fläche auf einer Musterplatte (Tuschierplatte) tuschiert werden. Das entstehende Tragbild gibt Auskunft über die Ebenheit der Fläche.
|